Intelligent equipment
业精,专注于铝型材挤压设备的设计与制造
新型短行程挤压机

5500吨短行程挤压机
优点
1、非挤压时间更短,生产效率更高。
2、推棒系统采用伺服电机控制,整个送棒动作更加快速、精确、可靠。
3、盛锭筒的加热方式采用插入式发热管直接加热,热效能更好,加热时间更快。
4、方形刀杆设计既提高了剪切精度,亦使压余组件及刀杆的安装维护更加方便。
5、预应力框架结构,使挤压的弹性变形大大缩小。
6、涨力柱与主油缸的长度的缩短,使挤压机主体框架的精度及稳定性得到提高。
7、机器所需的液压油减少了,使用成本更低且更环保。
-
①
后置棒短行程挤压机的结构形式Back loading short stroke press structure
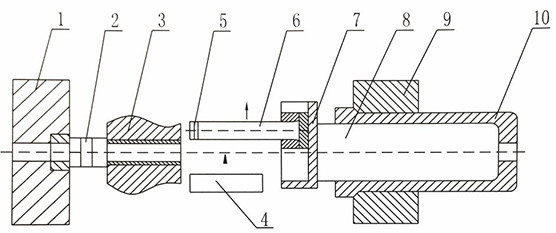
图1 后置棒短行程挤压机结构示意图
1.前横梁 2.模具 3.盛锭筒 4.铝棒 5.挤压垫
6.挤压杆 7.移动横梁 8.主柱塞 9.后横梁 10.主油缸如图1所示,后上棒短行程铝挤压机的动作顺序为:挤压杆先移离挤压中心线,预留出送棒位置,送棒机构将铝棒送至挤压中心线并把铝棒推进盛锭筒,送棒机构离开后挤压杆回到挤压中心线,主柱塞驱动挤压杆前进然后开始挤压。
后上棒短行程挤压机对铝棒的要求较低,能适应热剪机剪切的铝棒以及两段短棒驳棒使用,此结构适用于中小吨位机型。 -
②
前置棒短行程挤压机的结构形式Back loading short stroke press structure
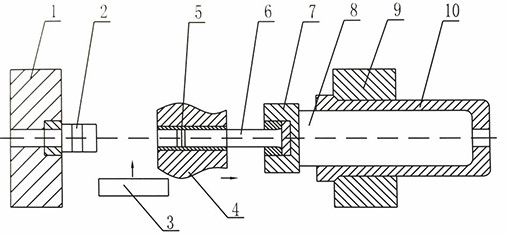
图2 前置棒短行程挤压机结构示意图
1.前横梁 2.模具 3.铝棒 4.盛锭筒 5.挤压垫
6.挤压杆 7.移动横梁 8.主柱塞 9.后横梁 10.主油缸如图2所示,前上棒短行程挤压机的动作顺序为:主柱塞及盛锭筒后退,直至在盛锭筒与模具之间预留出送棒位置,送棒机构将铝棒送至挤压中心线,盛锭筒前进并套住铝棒,最后由主拄塞驱动挤压杆前进然后开始挤压。
前上棒短行程挤压机对招棒要求较高,只能使用锯切的铝棒。此结构适用于大吨位机型。
 粤公网安备 44060702000164号
粤公网安备 44060702000164号

